Hamon Research-Cottrell’s U2A® system provides several benefits:
- Urea as feedstock eliminates the hazards associated with the transport, transfer and storage of toxic anhydrous or aqueous ammonia.
- Compared with using 19% aqueous ammonia, energy use is reduced.
- Process control response provides ammonia on demand, easily following load conditions.
Hamon Research-Cottrell offers U2A® on a worldwide basis and has installations in Europe and the Middle East in addition to a large installed base in the United States.
The U2A® Process
Urea Solution – For a U2A® system, granular urea is shipped to site and transferred directly to a dissolver tank where it is mixed with de-ionized water to make up a 40% to 50% urea solution. The urea solution is transferred to a feed tank and subsequently fed to the U2A® hydrolysis reactors.
Hydrolysis – The overall U2A® hydrolysis proceeds from the reaction of urea with water to produce carbamate which subsequently decomposes to ammonia and carbon dioxide. The overall reaction is endothermic and easily controlled by the heat input.
Since its introduction in 2000, the U2A® process has operated with three basic control loops, in order to maintain good process control of the overall endothermic hydrolysis reaction of urea to ammonia which pressurizes the reactor vessel with NH3 product gas:
Level – a constant level is maintained in the reactor. The signal from the level instrumentation is used to control the urea feed rate. During constant level operation, the urea feed rate and the product gas rate are stoichiometrically equivalent, and the urea feed rate and concentration determine the ammonia production rate.
Pressure – the reactor operating pressure is controlled to a set point. Which is either a simple, constant pressure (typically 80 psig) or a sliding scale which increases operating pressure with increasing reactor pressure. Sliding pressure control assures that proper water balance is maintained in the reactor fluids, especially where slower side reactions may cause reactor temperatures to increase. Deviation in operating pressure from the set point is used to control the heat input to the reactor via the steam flow control valve.
Flow – product gas containing NH3 is withdrawn from the reactor to meet the downstream demand of the SCR process. A flow control valve is modulated based on SCR control signals for NH3 demand. An increase or decrease in flow will result in a corresponding decrease/increase in pressure which will result in modulation of the steam input valve. The same increase or decrease in flow will also result in a decrease or increase in reactor liquid level and modulation of the feed rate to maintain the level set point.
Temperature – The reactor temperature is not specifically controlled, but comes to the value that is required to maintain the NH3 production rate. Temperature therefore will “float” depending on the dynamics of the SCR demand. A maximum desired temperature for full load operation of the system is selected for initial design and is used to determine the size (liquid volume) of the reactor vessel.
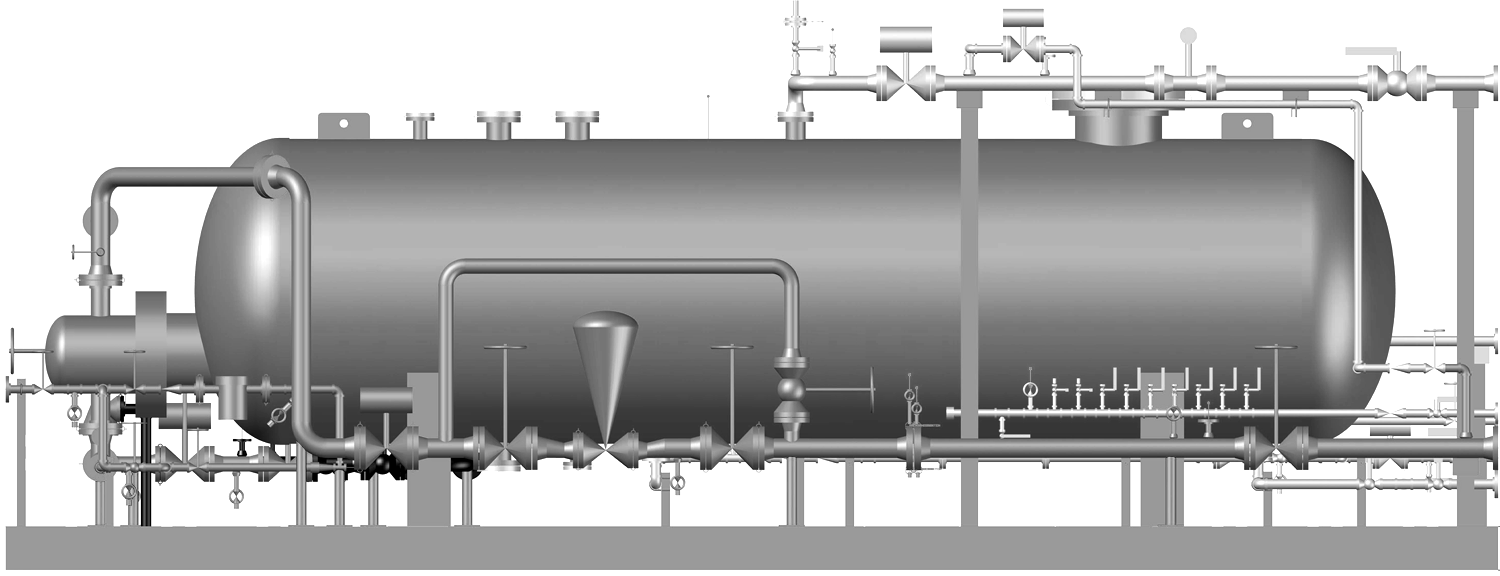
The U2A® reactor is a skid mounted kettle-reboiler style heat exchanger constructed to ASME code from 316L stainless steel. Heat is provided at the tube bundle by a nominal 150 to 250 psig steam supply and condensate is returned to the plant. The reactor is sized to match the clients design ammonia demand rate at the chosen reactor temperature.
Steam / Electric – Most systems rated for >250 lb/hr NH3 production will use steam as the energy input. Smaller systems can use electric heat instead of steam, and also may use commercial urea solutions, simplifying the overall system. U2A® systems based on standard size urea hydrolyzers, are available over the range of 20 lb/hr through 3000 lb/hr per hydrolyzer.